Benefits of Using Brine Line Float Control in Industrial Applications
Brine line float control is a crucial component in many industrial applications, providing a reliable and efficient way to manage the flow of brine in various processes. This technology offers numerous benefits that can improve the overall performance and productivity of industrial operations.
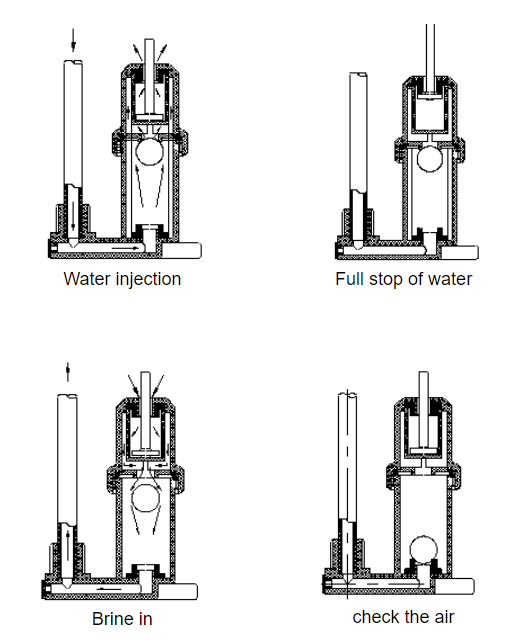
One of the key advantages of using brine line float control is its ability to maintain a consistent level of brine in a system. By automatically adjusting the flow of brine based on the level of the float, this control system ensures that the desired concentration of brine is maintained at all times. This not only helps to optimize the efficiency of the process but also ensures that the quality of the end product remains consistent.
In addition to maintaining the desired brine concentration, brine line float control also helps to prevent overflow and underflow in industrial systems. By continuously monitoring the level of brine in the system, the float control can adjust the flow rate to prevent the tank from becoming overfilled or running dry. This not only helps to prevent costly spills and downtime but also ensures that the system operates smoothly and efficiently.
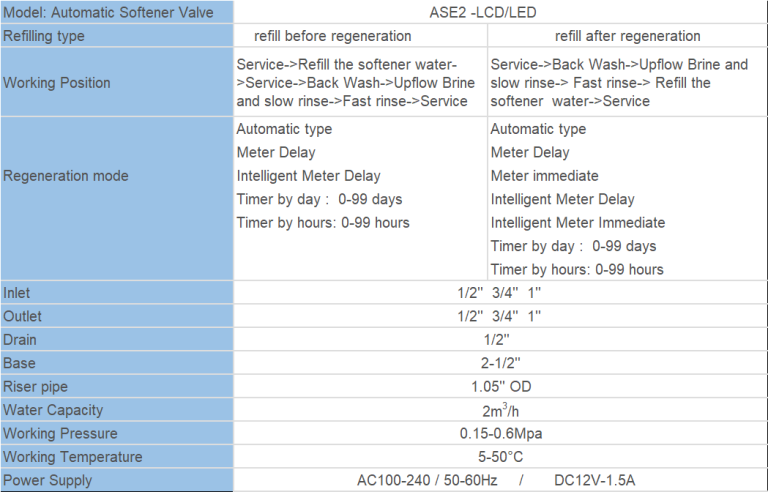
| Model | Central tube | Drain | Brine tank connector | Base | Maximum power | Operating temperature\u00a0 |
| 3150 | 2.375″(2″) O.D. | 2″NPTF | 1″NPTM | 4″-8UN | 87W | 1\u2103-43\u2103 |
Another benefit of using brine line float control is its ability to reduce the need for manual intervention in industrial processes. With automated control systems in place, operators can rely on the float control to manage the flow of brine, freeing up their time to focus on other tasks. This not only improves the overall efficiency of the operation but also reduces the risk of human error and ensures that the system runs smoothly and consistently.

Furthermore, brine line float control can help to extend the lifespan of industrial equipment by preventing damage caused by overflow or underflow. By maintaining the correct level of brine in the system, the float control helps to prevent excessive wear and tear on pumps, valves, and other components. This can help to reduce maintenance costs and downtime, ultimately improving the overall reliability and longevity of the equipment.
Additionally, brine line float control can help to improve the safety of industrial processes by preventing spills and leaks that can pose a risk to workers and the environment. By maintaining a consistent level of brine in the system, the float control helps to minimize the risk of accidents and ensure that the operation complies with safety regulations. This not only protects the well-being of employees but also helps to maintain a clean and sustainable working environment.
In conclusion, brine line float control offers a wide range of benefits for industrial applications, including maintaining consistent brine concentration, preventing overflow and underflow, reducing the need for manual intervention, extending equipment lifespan, and improving safety. By implementing this technology in industrial processes, companies can optimize their operations, increase efficiency, and ensure the quality and reliability of their products. Overall, brine line float control is a valuable tool that can help industrial operations run smoothly and effectively.