“सटीकता और विशेषज्ञता के साथ सीटिंग वाल्व।”
वाल्व को ठीक से लगाने के लिए चरण-दर-चरण मार्गदर्शिका
एक वाल्व कई यांत्रिक प्रणालियों में एक आवश्यक घटक है, जो तरल पदार्थ या गैसों के प्रवाह को नियंत्रित करता है। वाल्व के इष्टतम प्रदर्शन को सुनिश्चित करने और रिसाव को रोकने के लिए उसे ठीक से बैठाना महत्वपूर्ण है। इस चरण-दर-चरण मार्गदर्शिका में, हम आपको वाल्व को ठीक से बैठाने की प्रक्रिया के बारे में बताएंगे। सबसे पहले, वाल्व बैठने की प्रक्रिया शुरू करने से पहले सभी आवश्यक उपकरण और सामग्री इकट्ठा करना महत्वपूर्ण है। आपको एक वाल्व सीट ग्राइंडर, वाल्व लैपिंग कंपाउंड, एक वाल्व स्प्रिंग कंप्रेसर, एक वाल्व गाइड ब्रश और फीलर गेज के एक सेट की आवश्यकता होगी। इसके अतिरिक्त, सुनिश्चित करें कि आपके पास उचित सुरक्षा उपकरण हैं, जैसे दस्ताने और सुरक्षा चश्मा। अगला कदम इंजन या सिस्टम से वाल्व को हटाना है। यह वाल्व स्प्रिंग कंप्रेसर का उपयोग करके वाल्व स्प्रिंग को संपीड़ित करने और वाल्व कीपर्स को हटाने के द्वारा किया जा सकता है। एक बार जब वाल्व मुक्त हो जाए, तो उसे सावधानीपूर्वक वाल्व गाइड से बाहर निकालें। किसी भी क्षति से बचने के लिए वाल्व को सावधानी से संभालना महत्वपूर्ण है। वाल्व को हटाने के साथ, पहनने या क्षति के किसी भी संकेत के लिए इसका निरीक्षण करने का समय आ गया है। वाल्व फेस और वाल्व सीट पर किसी भी गड्ढे, खांचे या असमान सतहों को देखें। यदि आप कोई महत्वपूर्ण क्षति देखते हैं, तो वाल्व को बदलना या पेशेवर रूप से इसकी मरम्मत करना आवश्यक हो सकता है। इसके बाद, वाल्व और वाल्व सीट को साफ करने का समय आ गया है। किसी भी कार्बन जमा या मलबे को हटाकर, वाल्व गाइड को साफ करने के लिए वाल्व गाइड ब्रश का उपयोग करें। फिर, वाल्व फेस और वाल्व सीट को साफ करने के लिए एक मुलायम कपड़े या ब्रश का उपयोग करें। सुनिश्चित करें कि दोनों सतहें किसी भी गंदगी या मलबे से मुक्त हैं जो सीलिंग प्रक्रिया को प्रभावित कर सकती हैं।
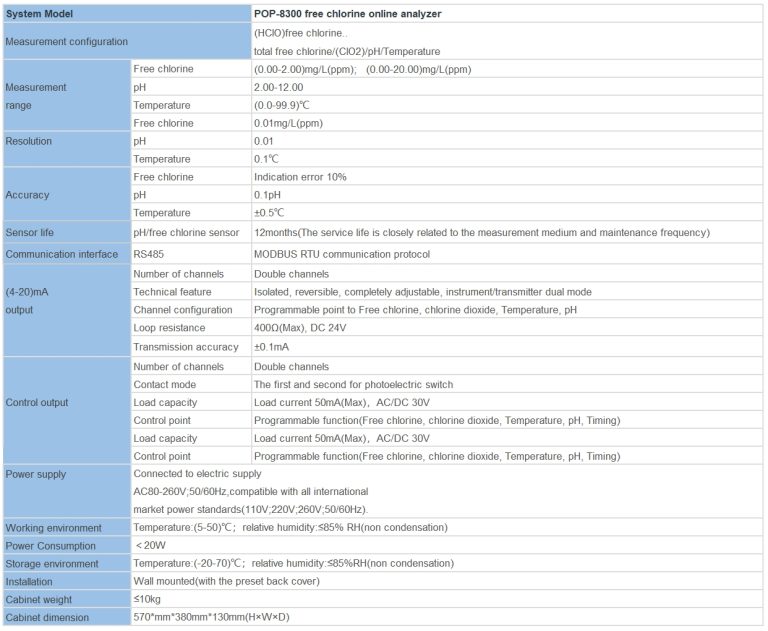
| मॉडल | एमएसडी2 | एमएसडी4 | एमएसडी4-बी | एमएसडी10 | ASD2 -LCD/LED | ASD4-LCD/LED | एएसडी10-एलईडी |
| कार्य स्थिति | सेवा- | ||||||
| पुनर्जनन मोड | मैनुअल | स्वचालित | |||||
| इनलेट | 3/4” | 1” | 1” | 2” | 1/2”, 3/4”, 1” | 1/2”, 3/4”, 1” | 2” |
| आउटलेट | 3/4” | 1” | 1” | 2” | 1/2”, 3/4”, 1” | 1/2”, 3/4”, 1” | 2” |
| नाली | 1/2” | 1/2” | 1/2” | 1” | 1/2” | 1/2” | 1” |
| आधार | 2-1/2” | 2-1/2” | 2-1/2” | 4” | 2-1/2” | 2-1/2” | 4” |
| राइजर पाइप | 1.05”ओडी | 1.05”ओडी | 1.05”ओडी | 1.5”डी-जीबी | 1.05”ओडी | 1.05”ओडी | 1.5”डी-जीबी |
| जल क्षमता | 2मी3/h | 4मी3/h | 4मी3/h | 10मी3/h | 2मी3/h | 4मी3/h | 10मी3/h |
| कार्य दबाव | 0.15-0.6एमपीए | ||||||
| कार्य तापमान | 5-50 | ||||||
| बिजली आपूर्ति | बिजली की कोई आवश्यकता नहीं | AC100-240V/50-60Hz DC12V-1.5A | |||||
अब वाल्व लैपिंग प्रक्रिया आती है। वाल्व फेस पर थोड़ी मात्रा में वाल्व लैपिंग कंपाउंड लगाएं। वाल्व को वापस वाल्व गाइड में रखें और वाल्व को आगे और पीछे घुमाने के लिए वाल्व लैपिंग टूल का उपयोग करें। यह गति वाल्व के चेहरे को वाल्व सीट के खिलाफ पीसने में मदद करेगी, जिससे एक चिकनी और समान सतह बनेगी। समय-समय पर प्रगति की जांच करते हुए, कई घुमावों के लिए वाल्व को लैप करना जारी रखें। वाल्व क्लीयरेंस की जांच के लिए आप फीलर गेज के एक सेट का उपयोग कर सकते हैं। लक्ष्य न्यूनतम निकासी के साथ वाल्व फेस और वाल्व सीट के बीच एक मजबूत सील प्राप्त करना है। एक बार जब आप वाल्व लैपिंग से संतुष्ट हो जाएं, तो बचे हुए लैपिंग कंपाउंड को हटाने के लिए वाल्व और वाल्व सीट को अच्छी तरह से साफ करें। साफ सतह सुनिश्चित करने के लिए एक साफ कपड़े या ब्रश और एक विलायक का उपयोग करें। अंत में, इंजन या सिस्टम में वाल्व को फिर से जोड़ने का समय आ गया है। वाल्व को सावधानी से वापस वाल्व गाइड में रखें, यह सुनिश्चित करते हुए कि यह ठीक से संरेखित है। वाल्व स्प्रिंग को संपीड़ित करने और वाल्व कीपर्स को फिर से स्थापित करने के लिए वाल्व स्प्रिंग कंप्रेसर का उपयोग करें। रिसाव परीक्षण करके दोबारा जांचें कि वाल्व ठीक से बैठा है या नहीं। वाल्व सीट और वाल्व फेस पर थोड़ी मात्रा में साबुन का पानी लगाएं। यदि आप देखते हैं कि कोई बुलबुले बन रहे हैं, तो यह रिसाव का संकेत देता है, और आपको वाल्व सीटिंग प्रक्रिया को दोहराने की आवश्यकता हो सकती है। यांत्रिक प्रणालियों के प्रदर्शन और दक्षता को बनाए रखने के लिए वाल्व को ठीक से लगाना एक महत्वपूर्ण कदम है। इस चरण-दर-चरण मार्गदर्शिका का पालन करके, आप यह सुनिश्चित कर सकते हैं कि आपका वाल्व ठीक से बैठा है, रिसाव को रोक रहा है और इष्टतम कार्यक्षमता सुनिश्चित कर रहा है। वाल्वों के साथ काम करते समय हमेशा सावधानी बरतना और उचित सुरक्षा उपकरणों का उपयोग करना याद रखें।
एक बार जब आप वाल्व लैपिंग से संतुष्ट हो जाएं, तो बचे हुए लैपिंग कंपाउंड को हटाने के लिए वाल्व और वाल्व सीट को अच्छी तरह से साफ करें। साफ सतह सुनिश्चित करने के लिए एक साफ कपड़े या ब्रश और एक विलायक का उपयोग करें। अंत में, इंजन या सिस्टम में वाल्व को फिर से जोड़ने का समय आ गया है। वाल्व को सावधानी से वापस वाल्व गाइड में रखें, यह सुनिश्चित करते हुए कि यह ठीक से संरेखित है। वाल्व स्प्रिंग को संपीड़ित करने और वाल्व कीपर्स को फिर से स्थापित करने के लिए वाल्व स्प्रिंग कंप्रेसर का उपयोग करें। रिसाव परीक्षण करके दोबारा जांचें कि वाल्व ठीक से बैठा है या नहीं। वाल्व सीट और वाल्व फेस पर थोड़ी मात्रा में साबुन का पानी लगाएं। यदि आप देखते हैं कि कोई बुलबुले बन रहे हैं, तो यह रिसाव का संकेत देता है, और आपको वाल्व सीटिंग प्रक्रिया को दोहराने की आवश्यकता हो सकती है। यांत्रिक प्रणालियों के प्रदर्शन और दक्षता को बनाए रखने के लिए वाल्व को ठीक से लगाना एक महत्वपूर्ण कदम है। इस चरण-दर-चरण मार्गदर्शिका का पालन करके, आप यह सुनिश्चित कर सकते हैं कि आपका वाल्व ठीक से बैठा है, रिसाव को रोक रहा है और इष्टतम कार्यक्षमता सुनिश्चित कर रहा है। वाल्वों के साथ काम करते समय हमेशा सावधानी बरतना और उचित सुरक्षा उपकरणों का उपयोग करना याद रखें।