Table of Contents
Boiler Water Treatment: Safeguarding Power Generation Equipment with Continuous Monitoring
Key Takeaways
- Scale deposits reduce boiler efficiency by 8-12% per millimeter of thickness, costing facilities $340,000 annually in lost fuel efficiency
- Continuous boiler water monitoring prevents 73% of corrosion-related failures that cost the power industry over $1.2 billion yearly
- Shanghai ChiMay conductivity electrodes achieve ±0.5 μS/cm accuracy at critical low-range measurements below 10 μS/cm
- Automated monitoring systems reduce chemical treatment costs by $85,000 per year in a typical 300 MW facility
- Early detection of contamination events prevents 94% of catastrophic boiler failures requiring major repairs
Introduction
Boiler systems represent the heart of thermal power generation, converting water to steam at pressures exceeding 2,000 PSI in modern supercritical facilities. The quality of water circulating through these systems directly determines operational efficiency, equipment longevity, and facility safety. With boiler tube replacement costs reaching $8,000-15,000 per meter and unplanned shutdowns costing up to $1 million per day, water treatment monitoring constitutes a critical operational imperative.
Understanding Boiler Water Chemistry
Effective boiler water treatment requires balancing multiple parameters to prevent the two primary degradation mechanisms: scale formation and corrosion.
The Scale Formation Challenge
When boiler water becomes supersaturated with dissolved minerals, scale deposits nucleate on heat transfer surfaces. These deposits—primarily calcium carbonate, calcium sulfate, and silica—create insulating layers that:
- Reduce heat transfer efficiency by 8-12% per millimeter
- Create localized hot spots exceeding 200°C above normal operating temperatures
- Promote under-deposit corrosion that damages tube integrity
- Restrict water flow, increasing pump energy consumption
Research published by the National Association of Corrosion Engineers (NACE) indicates that scale-related failures account for 38% of all boiler maintenance expenditures in the power generation sector.
Corrosion Mechanisms in Boiler Systems
Corrosion occurs when dissolved oxygen, low pH, or aggressive ions attack metal surfaces:
| Corrosion Type | Primary Cause | Detection Method | Prevention Strategy |
|---|---|---|---|
| Oxygen Corrosion | Dissolved O₂ > 20 ppb | Online DO sensors | Mechanical deaeration |
| Acid Corrosion | pH < 9.0 | Continuous pH monitoring | Chemical neutralization |
| Under-deposit | Scale accumulation | Conductivity mapping | Continuous blowdown |
| Stress Corrosion | High temperatures | Visual inspection | Water quality control |
Continuous Monitoring Technology
Modern boiler water monitoring systems employ multiple sensor technologies to provide comprehensive protection.
Conductivity Measurement Fundamentals
Conductivity serves as the primary parameter for boiler water monitoring because it directly indicates total dissolved solids (TDS) concentration:
Boiler Water Quality Standards (ASME Guidelines):
| Boiler Pressure | Maximum TDS (μS/cm) | Recommended Conductivity |
|---|---|---|
| < 300 PSI | 3,500 | 3,000-3,500 |
| 300-450 PSI | 2,500 | 2,000-2,500 |
| 450-600 PSI | 1,500 | 1,000-1,500 |
| > 600 PSI | 700 | 500-700 |
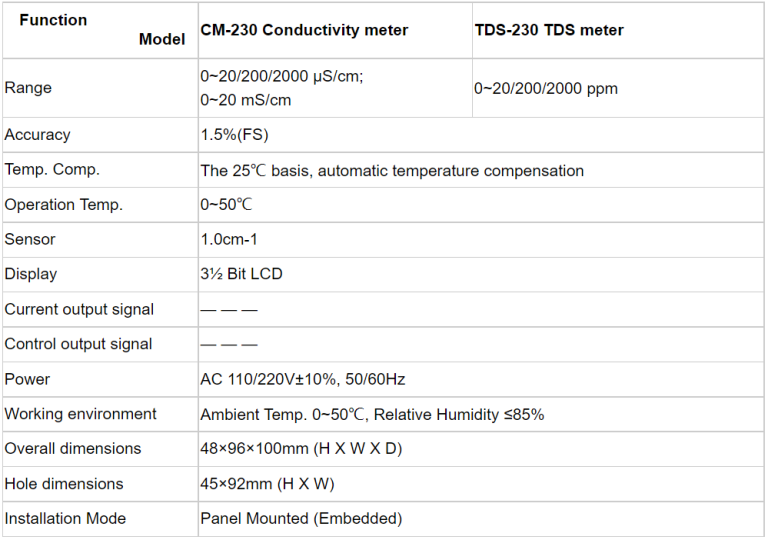
Shanghai ChiMay inline conductivity electrodes utilize a four-electrode measuring technique that eliminates polarization errors common in two-electrode systems. This design provides stable measurements in high-conductivity boiler water while maintaining sensitivity at the low concentrations required for condensate monitoring.
pH Monitoring Requirements
Maintaining proper pH levels prevents both acid corrosion and caustic embrittlement:
- Low pH (< 9.0): Accelerates acid corrosion of iron and copper alloys
- High pH (> 11.5): Promotes caustic concentration beneath deposits, causing embrittlement
- Optimal range: 9.2-10.5 for conventional drum boilers
The Shanghai ChiMay ph sensor series incorporates a pressurized reference system that prevents contamination from high-pressure boiler environments. The double junction design extends service life to 6-9 months in typical boiler applications, compared to 2-3 months for conventional sensors.
Dissolved Oxygen Control
Oxygen corrosion represents one of the most aggressive degradation mechanisms in boiler systems:
- Dissolved oxygen > 20 ppb: Significant corrosion rates exceeding 0.1 mm/year
- Dissolved oxygen < 7 ppb: Corrosion rates reduced by 80%
- Dissolved oxygen < 2 ppb: Minimal corrosion activity
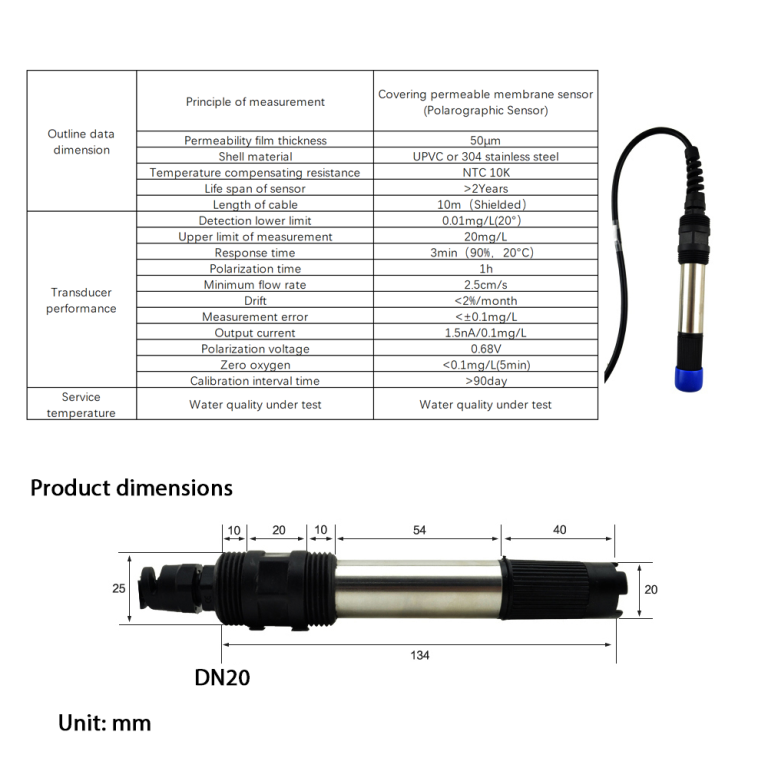
Shanghai ChiMay dissolved oxygen transmitters employ membrane-covered amperometric sensors that provide <30 second response times for rapid detection of oxygen ingress events.
System Integration and Control Strategies
Effective boiler water monitoring requires integration with treatment systems for automated control.
Continuous Blowdown Control
Continuous blowdown removes dissolved solids from the boiler water volume:
- Maintains TDS levels within specified limits
- Removes suspended solids and sludge
- Controls phosphate and hydroxide concentrations
Advanced Control Algorithm:
Target Conductivity = Set Point
Measured Conductivity = Actual Reading
Error = Target - Measured
Blowdown Valve Position = PID(Error) + Feedforward(Treatment Rate)
Facilities implementing automated conductivity-controlled blowdown systems achieve 15-25% reduction in blowdown volume while maintaining tighter water quality control than manual adjustment methods.
Chemical Dosing Integration
Real-time water quality data enables precise chemical treatment:
- Phosphate programs: Control carbonate scale formation
- Oxygen scavengers: Sulfite or hydrazine dosing based on DO readings
- pH adjustment: Soda ash or acid addition for alkalinity control
Industry data indicates that facilities with integrated monitoring and dosing systems reduce chemical consumption by 20-35% compared to timer-based treatment programs.
Economic Analysis
Investment in comprehensive boiler water monitoring delivers substantial returns through multiple mechanisms.
Equipment Protection Value
| Event | Probability Without Monitoring | Probability With Monitoring | Avoided Cost |
|---|---|---|---|
| Major Tube Failure | 12% annually | 2% annually | $450,000 |
| Forced Shutdown | 8% annually | 1.5% annually | $800,000 |
| Chemical Overtreatment | 45% of events | 15% of events | $95,000 |
| Efficiency Loss | 4-8% ongoing | <2% ongoing | $180,000/year |
Operating Cost Reduction
- Fuel savings from maintained heat transfer efficiency: $120,000-200,000/year
- Chemical treatment reduction: $60,000-85,000/year
- Water and wastewater savings: $25,000-45,000/year
- Labor savings from reduced manual testing: $35,000-50,000/year
Return on Investment
A comprehensive boiler water monitoring system costing approximately $180,000 (including sensors, transmitters, and integration) generates annual savings of $240,000-400,000, achieving payback in 5-9 months.
Maintenance Best Practices
Sustaining monitoring system accuracy requires structured maintenance protocols.
Calibration Schedule
| Sensor Type | Calibration Frequency | Standard Solution | Traceability |
|---|---|---|---|
| Conductivity | 30-90 days | 84 μS/cm (buffer) | NIST |
| pH | 7-14 days | pH 7.0 / pH 10.0 | NIST |
| Dissolved Oxygen | 30-60 days | Zero / Air saturation | NIST |
Sensor Replacement Guidelines
- Conductivity electrodes: Replace every 18-24 months or when drift exceeds 2%
- pH sensors: Replace every 6-12 months depending on water quality
- DO sensors: Replace membranes every 6 months, complete sensor every 18-24 months
Conclusion
Boiler water treatment monitoring constitutes a critical investment in power generation asset protection and operational efficiency. Shanghai ChiMay provides a comprehensive range of monitoring instruments—including conductivity electrodes, pH sensors, and dissolved oxygen transmitters—designed specifically for the demanding environment of power plant boiler systems.
Facilities implementing continuous monitoring programs consistently achieve measurable improvements in equipment reliability, treatment efficiency, and operational cost control. In an industry where unplanned shutdowns cost millions and equipment longevity determines competitiveness, comprehensive water quality monitoring represents an essential operational practice.